

系统通过磨刀损耗参数来计算刀片的当前宽度,即每磨一次刀,就将参数【当前刀刃宽度】的值减去【磨刀损耗】的值,得出的计算结果就是新的【当前刀刃宽度】,计算公式:
当前刀刃宽度=当前刀刃宽度-磨刀损耗
由于参数【当前刀刃宽度】的值是计算得出的结果并非实际刀宽,所以两者间会有出入,并且每次磨刀的实际损耗受很多其他因素的影响,如:
磨刀时间
磨刀气缸动作速度及压力大小
磨刀石的新旧程度即砂轮表面金刚砂的多少、有无油污等
磨刀皮带的松紧
磨刀时的主轴转速
其他不稳定因素
当参数【磨刀损耗】的值与实际相差较大时会出现两种情况:
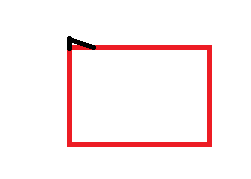
磨刀损耗偏大时刀片实际宽度大于软件认为的刀宽:
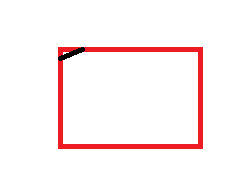
| 磨刀损耗偏小时刀片实际宽度小于软件认为的刀宽:
|
处理方法:重新计算磨刀损耗值
1、将一把新刀正常使用至机器提示刀宽报警
2、更换新刀片
3、用游标卡尺测量被换下的刀片的剩余宽度
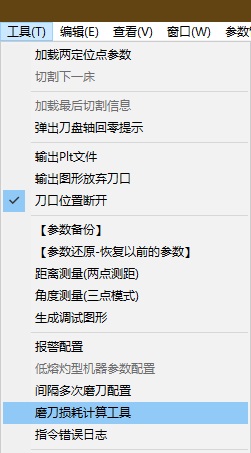
4、打开软件工具-磨刀损耗计算器(见下图)
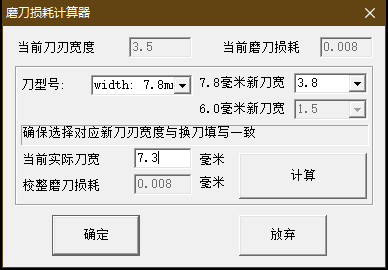
1、选择对应的刀片型号(默认为7.8mm)、新刀宽度(更换新刀时修改的【当前刀刃宽度】值)
2、在【当前实际刀宽】处填入测量的剩余刀宽并点击右侧【计算】按钮
3、软件自动计算出新的磨刀损耗值并显示在下方【校正磨刀损耗】处,记录该数据后关闭此窗口
4、键盘按CTRL+TAB调出参数管理,在【工作头参数】页找到【磨刀损耗】参数
5、填入新的【磨刀损耗】值即可









发表评论